Vacuumforming (Vacuum Forming) – Thermoforming

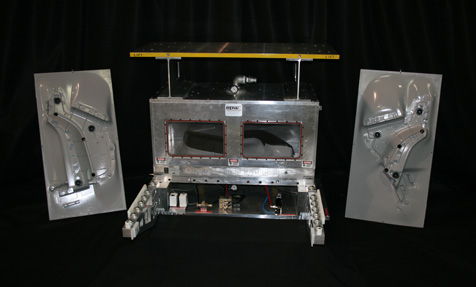
Automotive Doors from Thermoform Tooling
Generally, the terms Thermoforming or Vacuumforming or Vacuum-Forming refers to sheet forming methods. During the vacuum forming process, a thermoplastic sheet is heated until it becomes pliable and then placed onto a mold. The mold surface can be male of female dependent on the complexity of the part being molded. A seal is created by bringing the mold toward the heated sheet. Many small diameter holes are drilled into the mold and joined to a vacuum chamber. The air is evacuated between the mold surface and the heated sheet allowing the sheet material to be sucked down and conformed to the exact contour of the mold surface.
The mold it is equipped with a water cooling system that is integrated into the mold design that allows rapid cooling of the plastic sheet once it is formed. This allows the sheet material to enter its curing stage. Once the plastic sheet has reached its curing temperature, the vacuum can be reversed so air then blows at the molded product and separates it from the mold allowing the part to be de-molded.
Once the Thermoformed part is de-molded it contains the molded part shape and the run off or additional sheet material from the initial material blank that was placed into the mold. This can be post trimmed either in a manual operation or automated operation dependent on part complexity and available post trim capital equipment that may be available. Many times for thicker gage materials a 5 axis router can be used to post trim the parts. If the material is pliable such as a cover stock or skin material a water jet trimming process may be used.
This highly concentrated, high pressure water is shot toward the part in a small diameter stream that cuts through the part. This system allows a repeatable trimming process part after part and allows a faster through put than a manual trim operation. Another trim option would be a post trim – trim die. By placing the molded part into the trim die / press, the parts can be trimmed out all in one stroke of the press. These trim dies are dedicated to each specific part and can be very costly with long lead times.

Thermoform Tooling with the Trim Blades In
An alternative to a post trim – trim die would be to design and build in mold trim into the vacuum form mold. VMW has designed and built numerous vac and trim molds that provide the needed final trim perimeter to the part during the vac form process. This vac and trim process eliminates the need for post operation labor for trimming the part to their desired perimeter shape. In this instance a set of steel blades can be installed into the upper portion of the vacuum form mold which is activated after the part is formed over the mold surface. These upper trim blades can “blank” out the parts which make them easier to handle or perform the final desired part trim operation. Vac and trim molds are suitable for higher volumes of parts and is a much lower cost outlay than purchasing a post trim – trim die.
How Can Vacuum Forming Impact Overall Part Cost?
- The cost of tooling and capital equipment is much lower in Vacuum Forming – Thermoforming than many competing processes.
- It allows “one” sided molds to be manufactured as opposed to closed molds indicative in injection molding or compression molding.
When Would In Mold Trim be Advantageous?
- In mold trim can dramatically reduce overall Vacuum Forming – Thermoforming part manufacturing costs by eliminating this post operation after the part is molded. The cost of tooling increases some for designing and incorporating in mold trim but in higher volume applications the reduced labor savings by not having to purchase post trim capital or supply post trim labor can be very significant.
Pressure Forming
Another variation of Vacuumforming – Thermoforming is pressure forming. In this application both compressed air and a vacuum are used to form the plastic against the mold. The advantages of this variation are reductions in cycle time, possible lower run temperatures, improved material distribution, and enhanced detail of the final part. Pressure forming may be preferred for parts that demand greater detail, textured surfaces, sharp corners, and undercutting. This is indicative of many automotive interior parts that require demanding grain detail that need to match adjoining or mating components.
Many of the high volume automotive style thermo form parts are formed on nickel shell mold surfaces with an upper plug assist. The nickel surface protects the grain or texture of the mold and the surface is much more durable than aluminum or other mold materials. Typically an upper plug assist is used in this application to allow deep draw

Thermo Form – Nickle Shell Plug Assist
Thick – Thin Gauge Thermoforming
Thick Gauge Thermoforming creates very diverse parts for multiple industries whose products need high functionality as well as aesthetically pleasing design. Thick Gauge Thermoforming molds are used to make products like: automotive doors and dash panels, liners for refrigerators, plastic pallets, and utility beds for vehicles.
Thin Gauge Thermoforming has been popular with, but not limited to, retail, medical, and food industries.
Vacuumforming / Thermo-Forming Mold Design
Thermoform Mold
Designing the mold intelligently for thermoforming is critical. It not only will affect the products aesthetics and performance, but also may determine factors such as waste and cycle time. The importance of design cannot be overstated. VMW has engineers on staff that can help with your design.
Thermoform molds can be manufactured using a wide range of materials specific to the project. Size of the part, detail, accuracy, and quantity are only a few of the factors when deciding what mold material will best suit your project.
ADVANTAGES OF THERMOFORMING
- Lower tooling costs
- Less parts
- Low cost tool modifications
- Design flexibility
- Shorter production time
- Ability to form large parts
- Ability to recycle resins